


Why monitoring is crucial
In the complex and highly regulated world of pharmaceuticals, monitoring plays a critical role at every stage of a product's lifecycle. From the acquisition of raw materials to distribution to consumers, there are a multitude of technologies and methodologies that can be deployed to ensure quality and that stringent regulatory requirements are met. Why is this important now more than ever? Rapid advances in technology and ever-changing regulations make monitoring indispensable. This article will delve into the various facets of monitoring integral to pharmaceutical manufacturing and distribution.

Monitoring Raw Materials in Manufacturing
Raw Material Monitoring
In pharmaceuticals, the quality of the end product is only as good as the raw materials used in its manufacture. Cutting-edge sensors equipped with Artificial Intelligence (AI) are capable of conducting automated chemical assays. This ensures that only the highest-quality raw materials enter the production process. Additionally, blockchain technology serves as a layer of security, allowing for complete traceability back to the source.
In-Process Monitoring
Production can benefit greatly from Internet of Things (IoT) enabled sensors to monitor essential variables like temperature, pressure, and humidity. These sensors feed data into a centralised system capable of making real-time adjustments. This not only minimises production downtime but also ensures a consistent product quality. Adaptive machine learning systems even use historical data to forecast potential problems before they escalate.

Quality Testing: The Last Line of Defense
Quality testing is not a final step but an ongoing process. High-Performance Liquid Chromatography (HPLC) techniques are integrated into automated systems, providing real-time quality checks and eliminating the need for separate, discrete testing phases. Cloud-based systems such as Nvirosense, enable remote monitoring, allowing for faster and better-informed decision-making.
Data, Equipment, and Compliance: The Silent Pillars
Data Monitoring
In the pharmaceutical industry, data serves as more than just a collection of numbers; it's a complete and secure audit trail. Robust encryption measures on platforms like Nvirosense, protect this data, making it virtually impossible for unauthorised access or tampering. We can audit and analyse this extensive data trail, identifying possible issues and inconsistencies well in advance. This enables companies to take preemptive action to correct these before they become major compliance issues.
Equipment Monitoring
The machinery used in pharmaceutical manufacturing is nothing short of sophisticated and requires vigilant oversight. Predictive maintenance tools, such as vibration sensors and thermal cameras, continuously assess the condition of this equipment. They monitor for any irregularities that might indicate wear and tear, imminent failure, or any condition that could jeopardise the quality of the products. By doing so, these tools reduce the risk of unexpected machinery breakdowns, thereby ensuring a smooth manufacturing process.
"In pharmaceuticals, cutting-edge technology and strict regulations work in tandem to ensure quality at every stage. From raw materials to real-time tracking in distribution, modern monitoring tools are setting new benchmarks in safety and compliance."
Regulatory Compliance
In an industry bound by rigorous regulations, maintaining SAHPRA and CFR 21 compliance is a full-time endeavour. Compliance dashboards are equipped with capabilities to actively compare real-time operational metrics with established regulatory benchmarks. These dashboards flag any deviations, allowing for immediate corrective action. Moreover, automated reporting systems streamline the compliance documentation process, ensuring that all necessary data is correctly formatted, up-to-date, and ready for spontaneous audits.
The Future of Distribution: Beyond the Manufacturing Floor
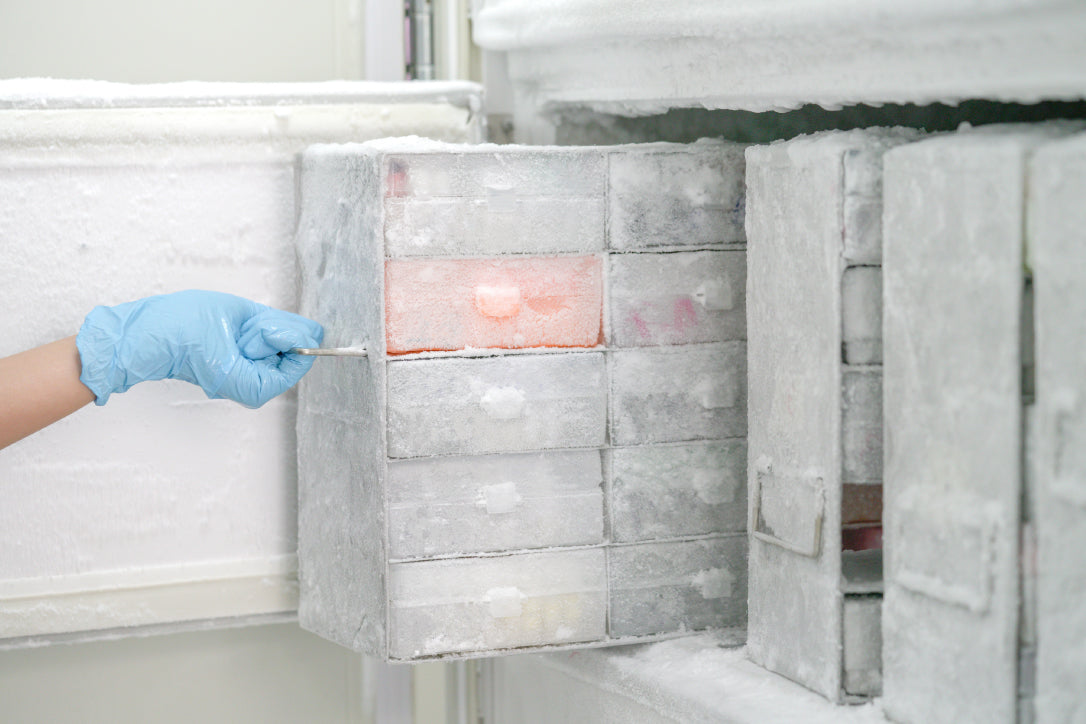
Smart Storage
The efficacy of many pharmaceutical products is highly sensitive to environmental factors like temperature and humidity. Smart storage solutions equipped with real-time sensors offer continuous monitoring capabilities, ensuring that products are stored in optimal conditions throughout their lifecycle. These systems can automatically adjust environmental variables and even send alerts in case of any deviations, enabling prompt corrective action. This level of control is not just desirable but increasingly becoming a regulatory requirement for pharmaceutical storage facilities.
Efficient Inventories
Inefficiencies in inventory management often lead to either overstocking or stockouts, both of which have financial and operational ramifications. Real-time inventory tracking systems, connected to both the manufacturing and distribution facets of the supply chain, provide a dynamic view of stock levels. Leveraging data analytics, these systems can predict demand surges or drops, enabling better planning and rotation of stock. This results in reduced wastage due to product expiry and ensures that medicines are always available when needed.
Smart Tracking
Smart tracking devices in pharmaceutical distribution, such as the NSS999 Tracker, come equipped with light, shock, and temperature sensors, offering a new level of safety and efficiency. Light sensors alert against unauthorised access, while shock sensors monitor for impacts to protect sensitive items. Temperature sensors ensure that climate-sensitive products are kept in ideal conditions. These real-time monitoring capabilities enhance product integrity and provide actionable data for ongoing process improvements.
![]()
A New Era of Quality Control in Pharma
Collectively, these monitoring technologies and practices form a robust framework for quality control in the pharmaceutical industry. They not only ensure that products meet the highest safety and efficacy standards but also fulfil regulatory requirements. As these technologies become integral, the innovation extends beyond just medicine to encompass the entire infrastructure that delivers it.

